|
|
|
Poprawa spustu Diany - spust T05 | Robert F. |
|
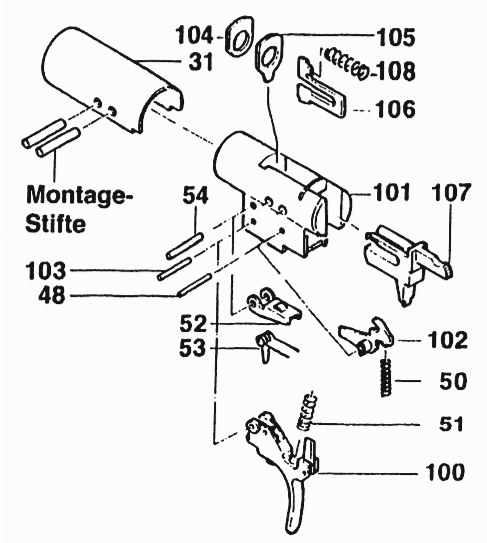
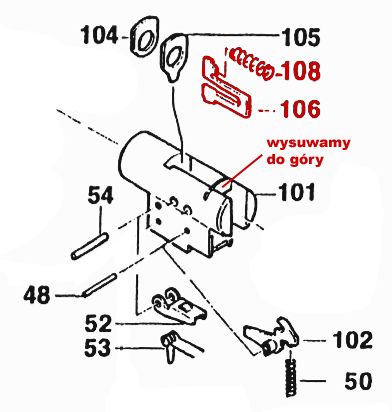
Rozbieranie / demontaż - moduł spust T05. Celem jest przestudiowanie tego co znajduje się w środku, umycie wszystkiego, przeszlifowanie elementów współpracujących ze sobą (także wg. poniższego linku), zaaplikowanie oleju OTC na pracujące elementy, oraz ponowny montaż. Przy okazji pracy nad mechanizmem można się także zastanowić co można zmienić/poprawić. Po pierwsze co warto zrobić zaczynając „przygodę” z Dianą w wersji T05 to wykręcić całkiowicie śrubę regulacyjną. Zmiękczając w tej sposób go, oraz maksymalnie wydłużając jego drogę. Wiadomo, że nie jest to jakaś poważna konstrukcja. Jednak do tej tej pory próżno szukać było na temat rozbiórki i ew. przeróbek tego spustu. Jednak nie ma co się łudzić, że po kilku zabiegach poprawimy ten mechanizm do perfekcji, lecz parę prostych czynności jesteśmy w stanie wykonać sami dla siebie. Zaowocuje to trochę lepszą pracą mechanizmu. Przy okazji poznamy tą znaną już konstrukcję. Sam mechanizm jest stosunkowo prosty, i można złożyć i rozłożyć bez pomocy jakichkolwiek narzędzi. Tu chyba należy się pochwała dla konstruktorów. Natomiast za co się nie należy, to wiemy... Poniżej rysunek izometryczny - rozstrzelony T05:
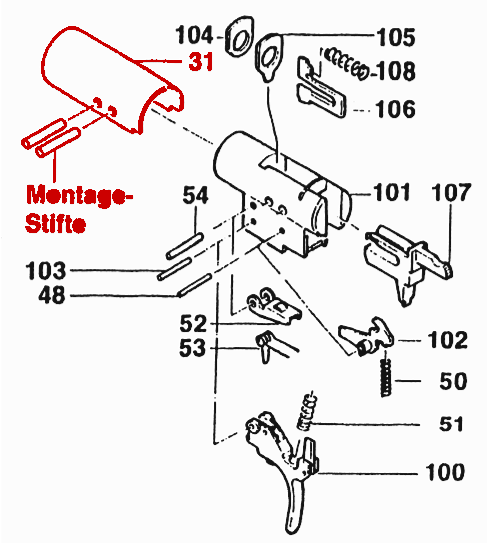
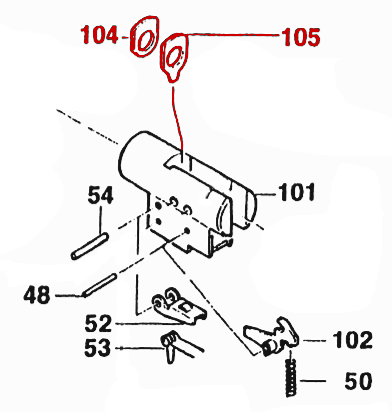
1. Wyciągamy bolce korpusu 73, moduł spustu T05 zostaje wypchnięty przed sprężynę główną karabinka. ( zaleca się wyjęcie dźwigienki bezpiecznika i oparcie korpusu o ziemie, w celu zachowania bezpieczeństwa ). Z bloku spustu 101, zdejmujemy pancerzyk z tworzywa sztucznego 31, lekko go rozginając ściągamy do przodu.
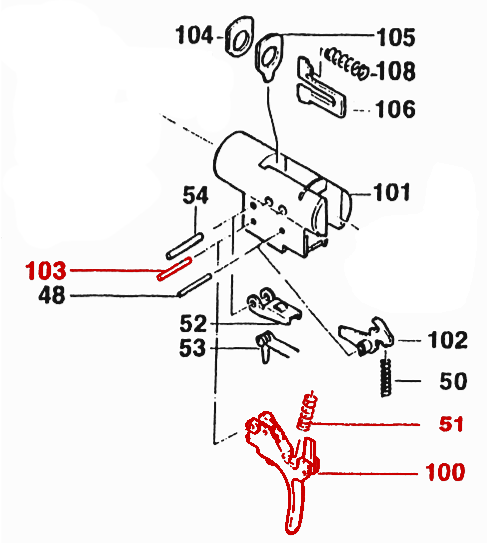
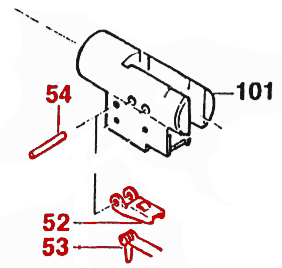
7. Pozostaje już tylko wyjąć popychacz 52 ze sprężynowaniem prostopadłym o ściankę bloku 53, które poprostu wypadają po usunięciu ośki 54.
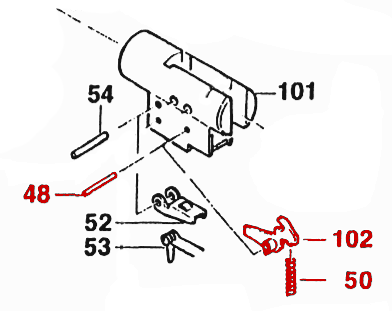
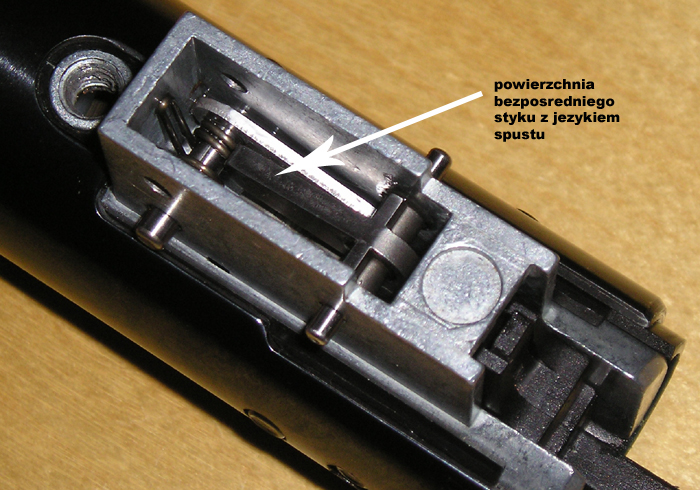
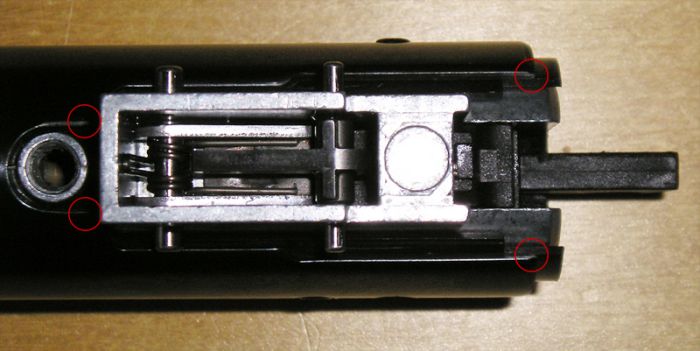
Przystępujemy teraz do szlifowania elementów ja zrobiłem to w 3 przejściach na sucho papierami 600, 800, 1200. Czyli prawie lustro. Prawie, ponieważ element 52 jest dość złożony i przeszlifowanie tego „wypustu” popychający płytkę 105 jest dość problematyczne. Kilka uwag odnośnie polerki: - szlifowanie dużych bocznych powierzni elementu 106 jest nie potrzebne zwrócić szczególną uwagę na polerowanie wewnątrz otworów w elementach 104 i 105 otwory w elementach 52 i 102 i korpusie oraz ich ośki powierzchnie boczne elementu 53 poniższa powierzchnia elementu 102 (na zdjęciu) Autor artykułu, który zainspirował mnie do tej roboty zapomniał wspomnieć chyba o jednej, oczywistej oraz istotnej rzeczy – powierzchni pokazywanej przez strzałkę na rysunku polerowanych części. (zdjęty język, jego ośka i sprężynka)
Efekt - subiektywna ocena wyników pracy Przed: - dość twarda praca - brak jakiegokolwiek smarowania, nie mówiąc o gładkości powierzni współpracujących Po: - o wiele trudniej zerwać strzał - bardziej płynna praca - osiągalne lepsze skupienia, zaobserwowane chociażby podczas zerowania lunety Podsumowując fabryczny spust Diany T05: Wady: -mizerna regulacja, a właściwie jej brak -nie najlepsza praca praca, w porównaniu chociażby do Rekorda (HW) -brak możliwości „wrócenia”, po przekroczeniu 1 stopnia -język z tworzywa z luzami na boki, nie każdemu może odpowiadać -ośki mają za duże luzy w stosunku do otworów, lubią się wysuwać (przy odkręconej osadzie) -bolce mocujące moduł do korpusu 73 przechodzą przez „wiszący” element 106, co utrudnia montaż karabinka Zalety: -bardzo dobry automatyczny bezpiecznik, (komfortowy przy angielskim chwycie) -bezawaryjna praca (przy dobrym nasmarowaniu zaczepu tłoka) - prosta budowa - brak rażących wad Przy tak „surowej” wiatrówce sprężynowej jaką jest Diana i niewprawionej ręce, łatwo jest zerwać strzał. Zazwyczaj zrywałem jakoś jeden na kilka strzałów. Po przeróbce udało się znacznie poprawić pracę spustu. W obecnej osadzie nie lata już tak na boki – tak jak w fabrycznej. Sam spust jest tak miękki, że moment strzału jest praktycznie niewyczuwalny, Język zapada się bez praktycznie żadncyh przystanków. Zatem wyszło coś o jednym dłuższym stopniu i "rozmiękczonej pracy". Śmiesznie łatwy w obsłudze porównując do Super Air 2002, gdzie nawet przy gramowych wagach zwalniania stopni spustu jednak daje się wyczuć kiedy „przechodzimy”. Tutaj wyszło coś miękkiego. Jedni to lubą, drudzy nie... Co można jeszcze zmienić Jak pisał poprzednik – zamienić/skrócić sprężynkę nr 50, aby jeszcze bardziej zmniejszyć się potrzebną do wyzwolenia. Można też spróbować odwrócić sprężynowanie popychacza 53. Jednak takie czy inne zabiegi nie zrobią z niego nawet namiastki spustu matchowego, jak okraśla go producent „match type trigger”. Dlaczego nie pozostali przy dwuśrubowych spustach T01 Cięcie kosztów Nie znajduje innego wytłumaczenia... Na koniec jeszcze zdjęcie omawianego modułu spustu Diana T05:
|
| [ zobacz księgę | dopisz do księgi ] | Ostatnie uaktualnienie: 14.09.2016 |  Drukuj tę stronę |
aktualnie stronę przegląda
Warning: fopen(howmanylog1.txt): failed to open stream: Permission denied in /volume1/web/airguns/howmany.php on line 37
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6157 484944 3. fopen($filename = 'howmanylog1.txt', $mode = 'a+') /volume1/web/airguns/howmany.php:37
Warning: fputs() expects parameter 1 to be resource, bool given in /volume1/web/airguns/howmany.php on line 38
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6158 484944 3. fputs($fp = FALSE, $str = '|1722036717\n') /volume1/web/airguns/howmany.php:38
Warning: fclose() expects parameter 1 to be resource, bool given in /volume1/web/airguns/howmany.php on line 39
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6158 484944 3. fclose($fp = FALSE) /volume1/web/airguns/howmany.php:39
1
Warning: fopen(howmanylog1.txt): failed to open stream: Permission denied in /volume1/web/airguns/howmany.php on line 79
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6159 486464 3. fopen($filename = 'howmanylog1.txt', $mode = 'w+') /volume1/web/airguns/howmany.php:79
Warning: fputs() expects parameter 1 to be resource, bool given in /volume1/web/airguns/howmany.php on line 80
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6160 486464 3. fputs($fp = FALSE, $str = '') /volume1/web/airguns/howmany.php:80
Warning: fclose() expects parameter 1 to be resource, bool given in /volume1/web/airguns/howmany.php on line 81
Call Stack:
0.0001 356512 1. {main}() /volume1/web/airguns/showme2.php:0
0.6157 484840 2. include('/volume1/web/airguns/howmany.php') /volume1/web/airguns/showme2.php:558
0.6160 486464 3. fclose($fp = FALSE) /volume1/web/airguns/howmany.php:81
osób. |